
Продукция







Алюминиевая труба
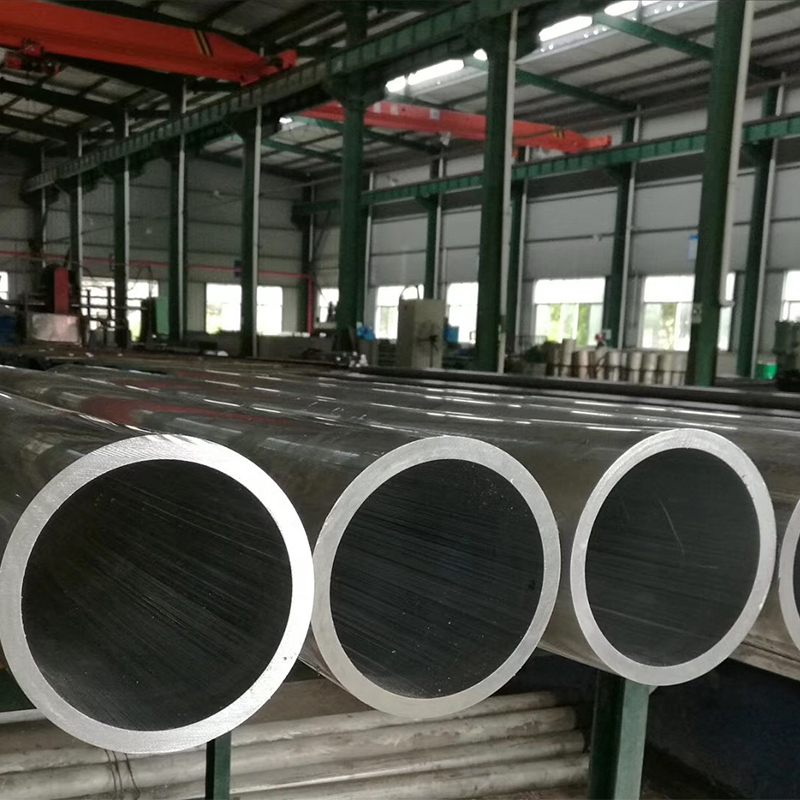
Описание продукта Возьмем, к примеру, алюминиевые экструдированные трубы. Они бывают двух видов: конструкционные и бесшовные. Конструкционные экструдированные трубы изготавливаются методом экструзии с отверстием, поэтому их иногда называют «трубами с отверстием». Бесшовные трубы изготавливаютс...
Описание
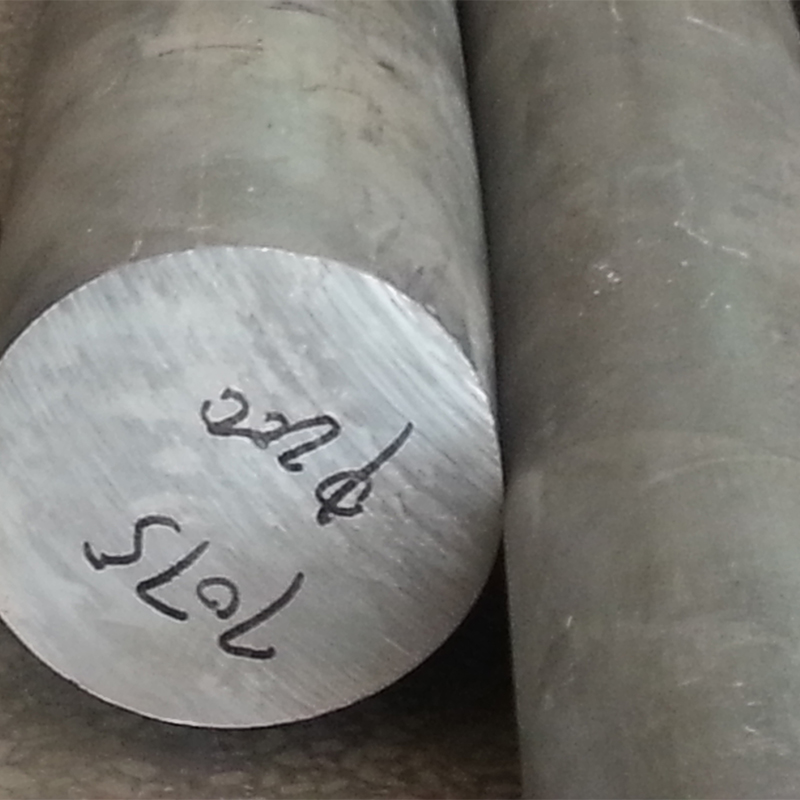
маркер
Описание продукта
Возьмем, к примеру, алюминиевые экструдированные трубы. Они бывают двух видов: конструкционные и бесшовные. Конструкционные экструдированные трубы изготавливаются методом экструзии с отверстием, поэтому их иногда называют «трубами с отверстием». Бесшовные трубы изготавливаются методом бесшовной экструзии.
В алюминиевой промышленности метод экструзии с отверстием является стандартным способом производства экструдированных труб и профилей. Этот процесс ограничен рядом алюминиевых сплавов. Однако большинство имеющихся в продаже алюминиевых сплавов средней прочности, таких как EN AW-6060 или EN AW-6082, можно экструдировать методом «портхол».
Трубы, изготовленные методом «портхол», часто представляют собой компромисс с точки зрения производственных затрат по отношению к конечным требованиям. Для небольших размеров часто существует возможность использовать многострунный инструмент, позволяющий экструдировать несколько профилей одновременно. Кроме того, различия в технологическом процессе экструзии с отверстием по сравнению с бесшовной экструзией дают дополнительные преимущества с точки зрения экономии затрат. С помощью специально разработанных экструзионных инструментов трубы с большим наружным диаметром или трубы с большим соотношением наружного диаметра к толщине стенки могут изготавливаться исключительно методом экструзии.
Как и в случае с бесшовными экструдированными трубами, трубы с меньшим наружным диаметром или более тонкой стенкой могут быть изготовлены путем последующей холодной волочения для достижения конечных размеров и допусков. Следующие таблицы представляют собой справочник по предлагаемым нами размерам:
")
")
Характеристики продукта
| Наименование изделия | Алюминиевая труба |
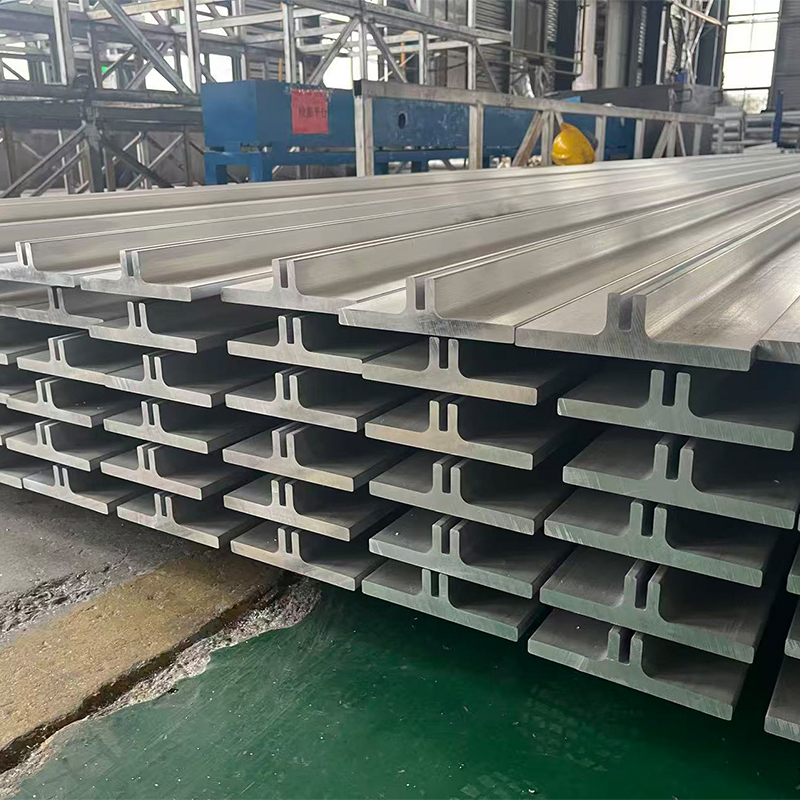
| Технология изготовления | Экструдированная, волоченная, обработанная |
| Диаметр | 8–350 мм |
| Толщина стенки | 1–80 мм |
| Сплав | 1070, 3003, 5052, 6061, 6063, 6082, 6005 и др. |
| Допуск | Высокоточные марки |
| Твердость | O, H112, H34, T5, T6, T651 и др. |
| Поверхность | Без обработки, анодированные, |
| Стандарт | ASTM-B241; EN755; EN754; |
Обзор производственного процесса
Как профильные, так и бесшовные трубы изготавливаются методом экструзии. Это означает, что заготовка из материала продавливается через отверстие в матрице, форма которой соответствует требуемому двумерному поперечному сечению. (Раньше мы называли этот процесс «процессом зубной пасты» и сравнивали его с украшением торта.)
Иногда требуется, чтобы в экструдированном материале было отверстие по центру. Простейшим примером является круглая труба. Для объяснения разницы. Трубы с отверстием и бесшовные трубы — это разные способы формирования этого полого внутреннего сечения.
При производстве труб с отверстием металл продавливается вокруг формы, соответствующей полому сечению, которое вы хотите экструдировать. В соответствии с законами физики, инструменту требуются ребра, чтобы удерживать эту форму на месте, и металл должен обтекать их. Это разделяет металл при экструзии, поэтому вторая матрица снова соединяет эти секции. На микроструктурном уровне поверхности свариваются друг с другом, что означает наличие шва.
Как следует из названия, бесшовные экструдированные трубы позволяют избежать этого. Разница заключается в том, что формующий оправка вставляется в заготовку материала сзади и проталкивается до тех пор, пока она не окажется очень близко к отверстию в матрице. Материал течет через зазор, выходя с фиксированными внутренними и внешними размерами и без каких-либо швов.
связаться с нами
Сопутствующие популярные продукты

Промышленный алюминиевый профиль
Описание продукта Компания «Шаньдун Хуэйфэн Алюминий» поставляет алюминиевые профили ...

Алюминий 7050
Описание продукта Алюминиевые листы 7050 являются предпочтительным материалом для аэр...
Алюминий 6063
Описание продукта Алюминиевый сплав 6063 – это сплав средней прочности, его часто наз...

Алюминий 5083
Паспорт материала Алюминий 5083 - это сплав, не поддающийся термической обработке, из...

Алюминий 2014
Описание продукта Этот сплав входит в число самых прочных продуктов, поддающихся терм...

Алюминий 7049
Описание продукта Алюминиевый сплав 7049 относится к кованым сплавам. Он обладает отл...

Алюминий 5086
Паспорт материала 5086 - это алюминиевый сплав, легированный преимущественно магнием....
Алюминий 2011
Паспорт материала Алюминий 2011-T3 отличается хорошей обрабатываемостью, особенно сво...

Алюминиевый пруток
Описание продукта Компания «Шаньдун Хуэйфэн Алюминий» является ведущим производителем...
Алюминий 6061
Паспорт материала Алюминий 6061 - наиболее часто используемый и один из самых универс...

Алюминий 5052
Паспорт материала Алюминиевый сплав 5052 - это сплав, не поддающийся термической обра...
Алюминий 6262
Описание продукта Алюминий 6262 относится к алюминиевым сплавам серии 6000. Он содерж...
Обработка на станках с ЧПУ
Описание продукта Компания «Шаньдун Хуэйфэн Алюминий» предлагает услуги по ЧПУ-обрабо...
Алюминий 7075
Описание продукта Алюминиевый сплав 7075 это алюминиевый сплав с цинком в качестве ос...

Бесшовная алюминиевая труба
Описание продукта Мы производим высококачественные бесшовные алюминиевые трубы. В зав...
Алюминий 3003
Паспорт материала AL 3003 - это сплав с очень хорошей коррозионной стойкостью и умере...





